
As per Advanced Product Quality Planning (APQP) methodology, Control plan creation is important step for quality planning. It is one of the most demanding document in audit process. Every process audit starts with this document.
Control Plan is always a auditable topic from development stage. In APQP phases it is the output of three phases.
- Product Design and Development (Prototype)
- Process Design and Development (Pre-Launch)
- Product and Process Validation (Production)
Therefore, as a quality engineer you should know how CP works in manufacturing industry and how you can create it?
This is the complete guide on control plan documentation topic. If you read it once, then you will become a master’s in it.
Let’s dive in…

What is control plan method? #
Definition of a Control Plan: It is the structured document to address all product and process parameters and how you can control it using control methods and if anything gone wrong then there ia a reaction plan.
This document helps to maintain the product and process in control, to produce high quality parts. It is designed to prevent defects and produced parts with high quality standards.
It is one of the core tool used in wide range of manufacturing industries.
New Control Plan 1st Edition 2024
Previously this topic covered in AIAG APQP 2nd Edition manual. It was a part of APQP.
Now AIAG has released two new and updated manuals in March 2024, one is APQP 3rd Edition and Control Plan 1st Edition.


There are some changes adapted to this new manual due to latest electrical, electronics and advanced technological enhancement in automotive industries.
Why and What’s new in control Plan 1st edition?
The new Edition released because of,
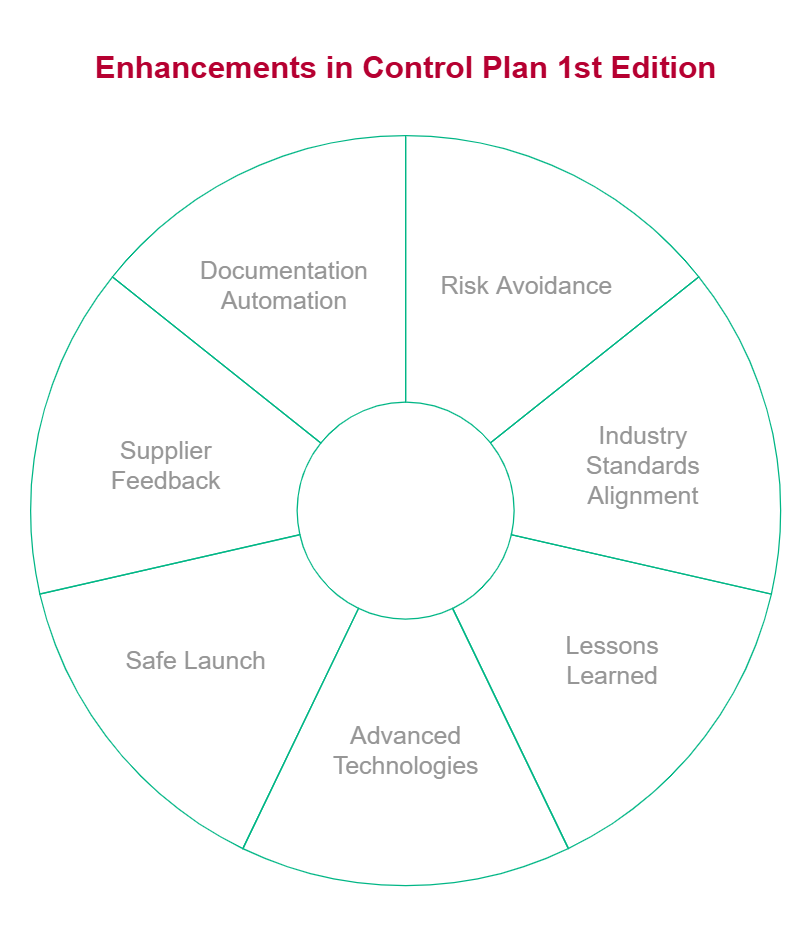
- Avoid common risks.
- Updates made to ensure the CP stays relevant with latest changes in industry standards like IATF 16949, the AIAG & VDA FMEA Handbook, and manuals from Ford, GM, and Stellantis.
- Lessons learned concept included to make CPs more effective.
- CPs now able to address the needs of advanced technologies like automation, autonomous driving, electrification, and changing mobility solutions.
- A new section added with explanation of the importance of “safe launch”, having extra controls and containment measures for early stages of production.
- Feedback from suppliers considered.
- The updates also allow for documentation automation in CP functions.
Importance of Control Plans in manufacturing (Purpose and why) #
The purpose of CP is to support manufacturing processes to produced quality products as per customer requirements with help of identified control methods.
Below are some points where we understand the importance of CP,
a. Alignment with QMS standards
Quality Standard ISO 9001:2015 Control Plan Requirement: ISO 9001 quality management system has mentioned the requirement of CP in clause “8.5.1 – Control of production and service provision”. It is clearly mentioned that, organization must do production and services at controlled conditions. And those controls are standardized in CP document.
Quality Standard IATF 16949:2016 control plan requirement: IATF is clearly mentioned in their clause “8.5.1.1 – Control Plan” section that, organization should develop a Control Plan for system, subsystem, components and at material level for manufacturing site.
b. Quality Planning and Quality Assurance
CP is a part of Advanced Product Quality Planning (APQP), which ensure that your processes are planned and controlled before actual production.
CP i ne of the important document of Production Part Approval Process (PPAP). If you have not created it then no PPAP approval given by cutsomer.
c. Product and Process control
CP helps to,
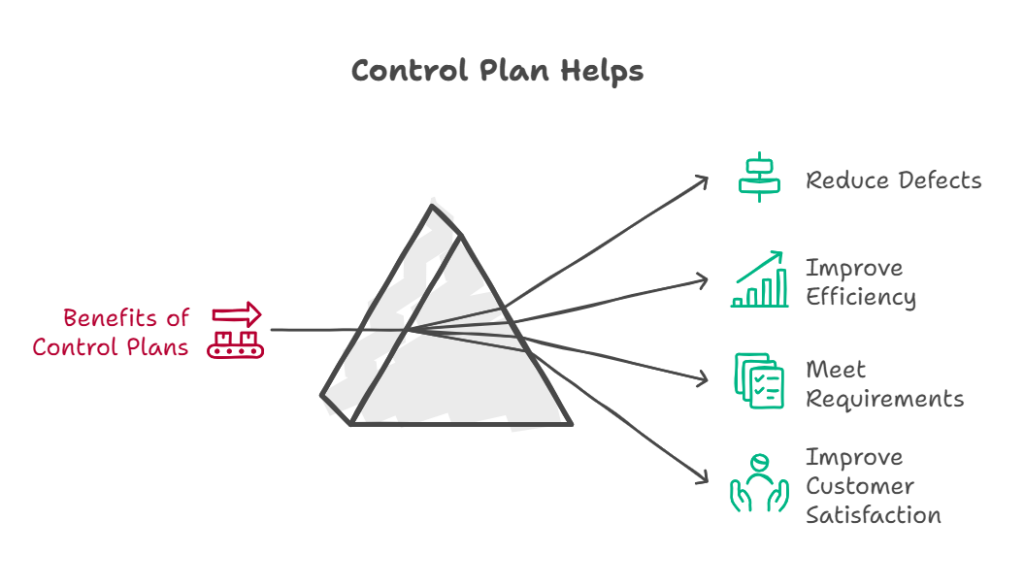
- Reduce defects. Ensuring consistent product quality.
- Improves efficiency, Identifying and mitigating risks.
- Meet customer and regulatory requirements.
- Improve customer satisfaction
Control Plan Development: How to create It? #
As per control plan process, we will see each step in details. Lets start from initial inputs to final steps and meanwhile we will see all control plan templates terms exaplain in detail.
Refer bellow steps to create a control plan document

1. Control Plan Template/Format (Get this template to create control plan)
Let’s start with explaining the Control Plan template and format as per AIAG manual.
You can refer below template for your reference, and I will add below a ready-to-use CP template for you.
This is the first step that you must have a CP template with you to fill all information and create this document.
2. Understand scope and purpose of Control Plan
It helps to make sure your control plan follows development stages.
Prototype | Pre-Launch | Production | Safe Launch (Checkbox)
Check the correct box to identify the Control Plan current phase and for which you have created the CP for:
- Prototype: Early development/testing stage.
- Pre-Launch: Pilot production trail for validation of your product and process.
- Production: Mass manufacturing stage after PPAP approval.
- Safe Launch: Additional measures for early production by considering all lesson learned and feedback in your development stages.

Types of Control Plan (Phases)
Control Plans are used to maintain quality and consistency in product development up-to product lifecycle.
Therefore, at each stage there is a different CP implemented.
These are,
- Prototype Control Plan,
- Pre-launch Control Plan, and
- Production Control Plan
- Additional requirement (Safe Launch Control Plan)
Let’s see in detail,
Prototype Control Plan
Prototype CP is created at early development stage, where we have not yet finalized our processes. The purpose of prototype CP is to make sure that our new product design meets functional and quality requirements.
It is basically check part design feasibility and performance at concept phase.
What should you know about prototype CP?
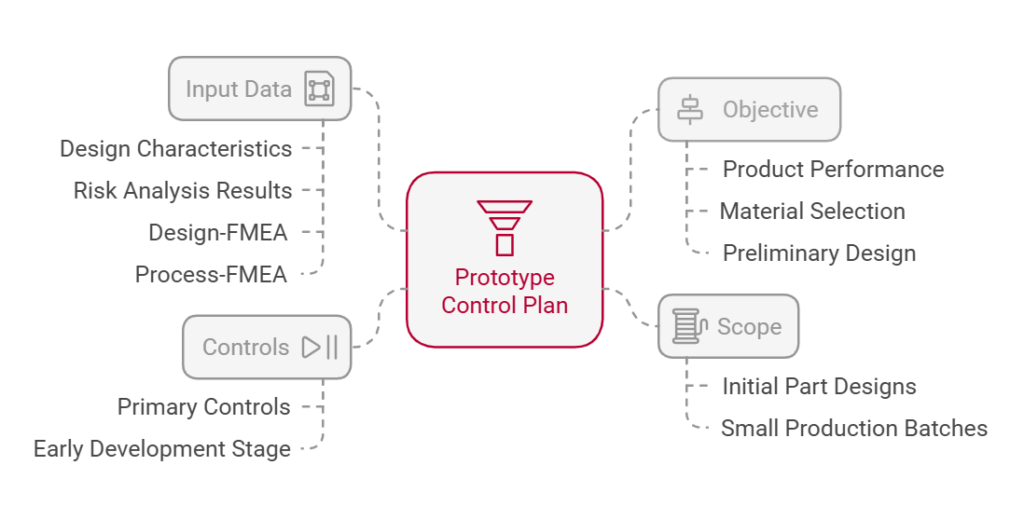
- Scope: This is limited to initial part designs and small production batch or prototype manufacturing processes.
- Objective: Prototype CP validate product performance, material selection, and preliminary design.
- Controls: It identifies some primary basic controls what applies to early stage of development.
- Input Data: It considers initial design product characteristics and specifications. Also use risk analysis results such as Design-FMEA and Process-FMEA.
Prototype CP Example:
Testing a prototype electric motor for a two-wheeler to check its performance, efficiency, and durability under some simulations and operating conditions.
Pre-Launch Control Plan
It is the stage between prototype development and full production run. You need to create a pre-launch CP for the stage where actual process development stage.
The purpose of pre-launch control plan is to validate production process and make sure that, it is capable to produced good quality parts consistently. The produced parts should meet all design specification.
What should you know about pre-launch CP?
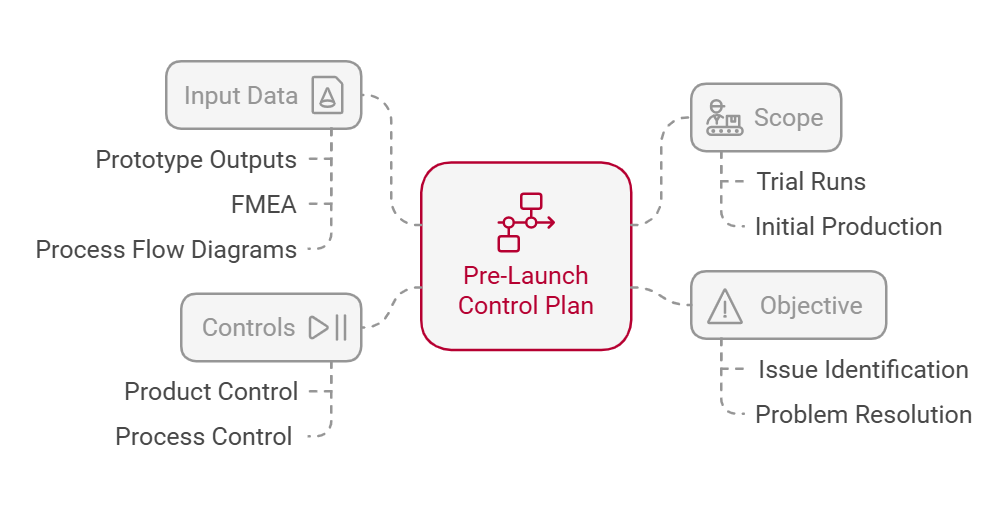
- Scope: It is focused on initial production trail runs.
- Objective: It find out and resolve potential production issues before mass production manufacturing starts.
- Controls: It identifies current product and process control suitable for production environment.
- Input Data: All output of prototype phase, FMEA, and process flow diagrams.
Example:
Conduct a production trial run for a new designed injection molding process which make sure that the defect free molds parts produced and meet dimensional specifications.
Production Control Plan
The production CP is applicable for mass production or full-scale production. Its goal is to produce consistently good quality products throughout lifecycle. It helps to manage product and process by monitoring and control methods.
What should you know about pre-launch CP?
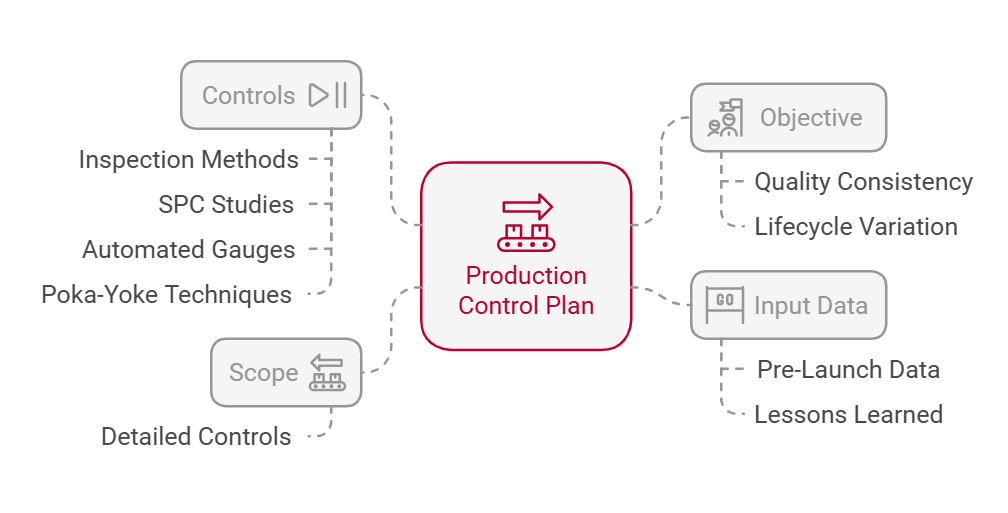
- Scope: It is for full mass production with detailed controls for all production steps.
- Objective: it ensures product meet high quality consistently without variation over the period of product lifecycle.
- Controls: The control using inspection methods, SPC studies and monitoring the data, automated gauges, tooling and poka-yoke and reaction plans for deviations.
- Input Data: All data from pre-launched steps and lesson learned should be capture to finalize this as your production CP.
Example:
Monitoring the assembly line of an automotive brake systems to make sure all critical-to-quality (CTQ) characteristics remain within specification and acceptable limits.
Safe launch Control Plan | What is it?
This is the choice of organization or sometimes customer may ask you for safe launch production.
Safe launch means, plan to do production with more inspection and other controls. This is safe production by considering stringent tolerance control and added inspection items with more frequency checks. You can contact your customer for more safe launch requirement.
Safe launch is good to validate your process for more containment actions and you will get the confidence on your process that it can produced good quality products with less variation.
If there is a problem, then you can correct them before mass production trail or SOP.
There should be a start and stop period of safe launch production, it depends on your organization or customer. Generally, it can be 90 days period, you can monitor your production in safe launch mode. If there is no problem or defects in that period, then you can stop and do the mass production with less or regular control methods. But if there is a problem within those safe launch period, then You must correct it and again start safe launch from zero to 90 days further.
Differences between Prototype, Pre-launched and Production Control Plan
| Aspect | Prototype CP | Pre-launch CP | Production CP |
|---|---|---|---|
| Purpose | It is Validate design and material feasibility. | Validate and improve the production process. | To maintain consistent quality in mass production. |
| Focus | Product design and function. | Process capability and production readiness. | Long-term process control and stability. |
| Scope | Early development stages. | Pilot production or initial trail production run. | Full-scale manufacturing (Mass production). |
| Input Data | Initial design and engineering specifications. | FMEA, process flow, and prototype data. | Validated data from pre-launch stage. |
| Controls | Temporary controls. | Detailed but flexible for process optimization. | Final and best for regular production run. |
| Application | Feasibility studies and concept test. | Process validation. | Continuous product and process quality assurance. |
Each type of CP support at different levels in your development cycles. And we can say that control plan will refine at each stages. So, we can have a final CP with al relevant controls to produced good quality parts in our manufacturing.
3. Collect Inputs: What inputs required for control plan creation?
To initiate CP documentation, you must have below inputs for your reference,
- Team: You must have a multi-disciplinary team, including suppliers and leadership.
- Risk Analysis:
- Design-FMEA: Control plan takes inputs from DFMEA like, dimensional requirements, testing controls and actions to prevent defects such as error-proofing.
- Process-FMEA: PFMEA gives the data of process characteristics, their detection controls and prevention mechanism such as error proofing and poka-yoke mechanism.
- Process Documentation: this includes Process flow diagram, line layout, tooling and equipment details.
- Product/Process History: You must have lesson learned, similar product warranty and other failure history. Similar or family control plan.
- Special Characteristics: Customer design or identified special characteristics is the key point to control in this document.
4. Enter initial Product, Process and Customer Information
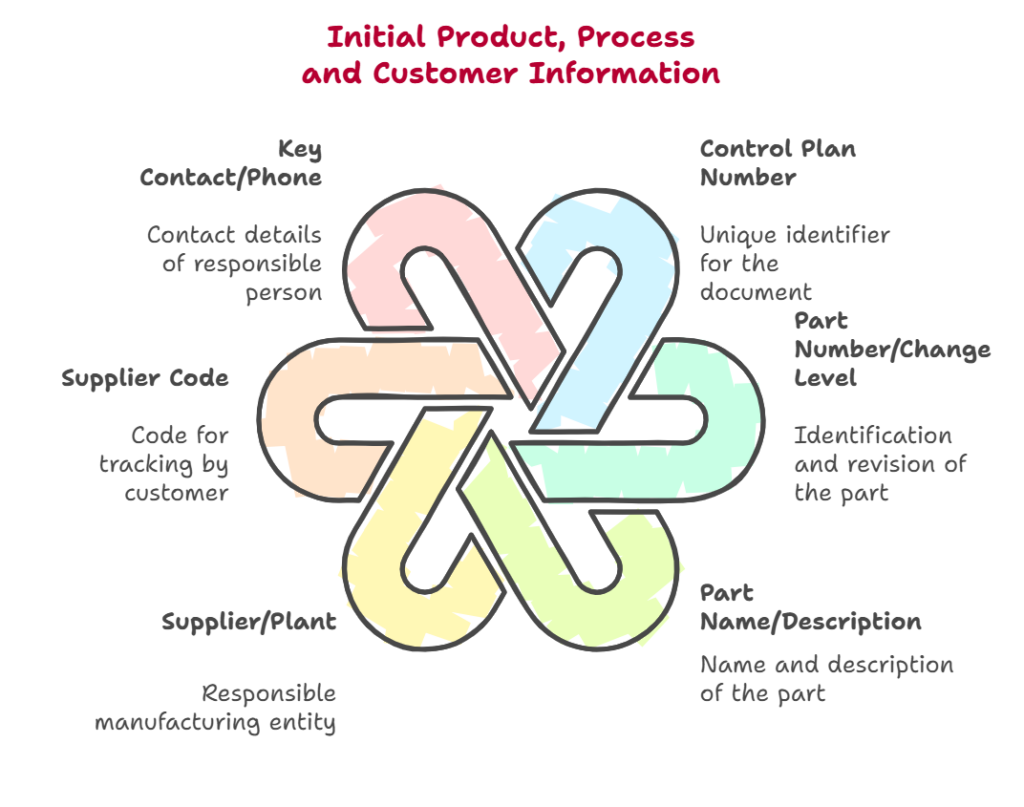
Control Plan Number (2)
It should be unique identification number for the CP document.
You can use any serial number or identification structure you followed. It may vary organization to organization. (e.g. 12345535, 31324234, CompanyName_CP_xxxx, etc.)
Part Number/Latest Change Level (3)
The Part identification number and its latest version or revision level as per customer provided or your own drawing references.
Part Name/Description (4)
The name and short description of the part. Same as per your design records.
Supplier/Plant (5)
It is a supplier’s name or plant which is responsible for manufacturing process.
Supplier Code (6)
It is a unique code assigned by customer to the supplier for tracking purposes.
Key Contact/Phone (7)
Add contact details (name and phone number) of the person responsible for Control Plan.
Supplier/Plant Approval/Date (8)
Signature and date showcasing the approval of Control Plan by the supplier or plant representative.
Date (Orig.) (9)
The original date when the Control Plan was created.
Date (Rev.) (10)
The date of most recent revision/updates made in control plan.
Customer Engineering Approval/Date (If Req’d.) (11)
It is the approval you get by the customer’s engineering team, in case if you have a engineering change, with the date.
Customer Quality Approval/Date (If Req’d.) (12)
It is the approval by the customer’s quality team, with the date.
Other Approval/Date (If required) (13)
Its additional approvals, if required, with the date. It can be from management or authorized body.
4. Update Part / Process details with Characteristics
Part/Process Number (14)
- It is a unique number for your part or process. For example, we started processes from OP10, OP20, OP30, etc.
- There is no rule for giving number to your processes, you can choose with your choice.
- There may be question from many engineers that why the numbers like 10, 20, 30, etc. And not 1,2,3, etc. To answer this we can say our control plan is live document, and if in future there is a chance of addition of middle processes then you can give numbers like OP15 or OP25 etc.
Process Name/Operation Description (15)
- Add name of that process. It is the description of the specific process or manufacturing operation.
Machine, Device, Jig, Tools for MFG. (16)
- Mentioned the name or model of Equipment, tools, or machines used for the respective process step.
Characteristics (17, 18, 19)
- Product Characteristics (18): It is the feature of part/product that needs to be controlled in process. (e.g., dimensions, material properties).
- Process Characteristics (19): It is a process parameters that impacts product characteristics or product quality. (e.g., temperature, pressure, air pressure, machine parameters etc.).
Special Characteristic Class (20)
- Classification of Special Characteristics:
- Critical Characteristics (CC): Safety-critical.
- Significant Characteristics (SC): Important features which impacts part function/performance.
We have a detailed article on SC and CC characteristics, which is important to know for every quality engineer.
5. Specify Specifications and Tolerances
Product/Process Specification/Tolerance (21)
- Specific requirements or tolerances that need to achieve (e.g., ±0.05mm). Part specification you will get from design records and process parameters are taken from process validation sheet or DOE.
6. Select Measurement Methods
Methods – Evaluation/Measurement Technique (22)
- It is a method or tool used to measure or evaluate the product or process characteristic (e.g., caliper, CMM, SPC, visual, etc.).
Sample Size/Frequency (23)
- Sample Size: The number of parts inspected at defined frequency. It can be as per sampling plan.
- Frequency: How often measurements/inspection are taken (e.g., every 2 hours, every shift, or every batch).
7. Define Control Methods
Control Method (24)
- This is important in every control plan, that how you are going to control your process operation. The control methods always take from proven techniques and quality planning.
- For example, FMEA, Process monitoring, SPC, MSA, error proofing (Poka-yoke), etc.
8. Develop Reaction Plans
Reaction Plan (25, 26)
- Action (25): If any characteristics are not ok, or not according to specification, In this case you have to follow the reaction plan.
- The reaction plan includes actions like stop production, inform supervisors, correct parameters or do correction, etc.
- Owner/Responsible (26): It is the owner or responsible to take action.
- The responsible to act as per reaction plan are Operators, supervisor or line in-charge.
This CP template is a well-structured approach to control product and process quality.
9. Review and Approve the Control Plan
Once you have filled complete control plan document, it needs review and approval.
Control Plan Checklist
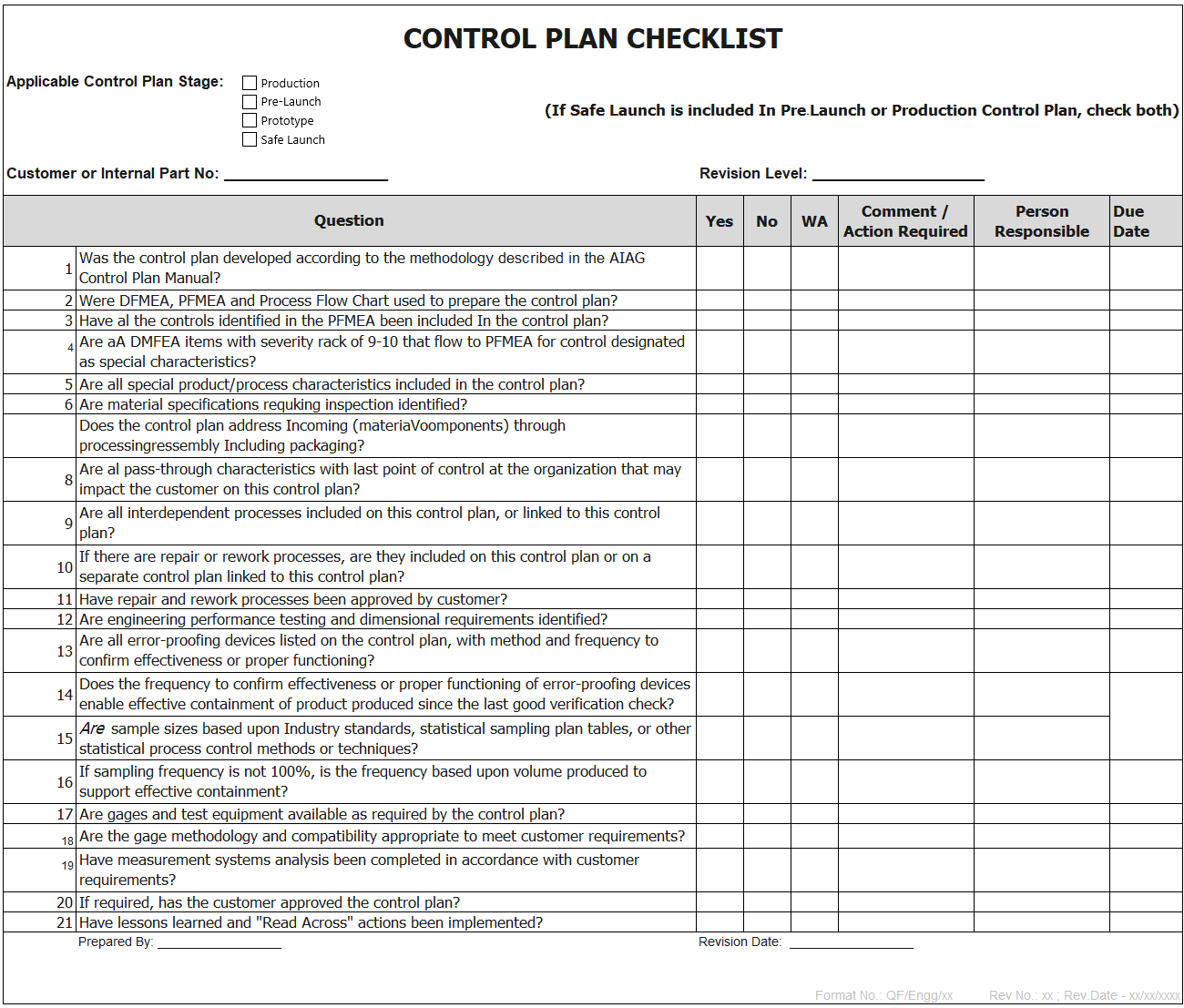
Use below checklist to cross verify the completeness of a Control Plan.
Do review of CP with stakeholders and team members to cross check for completeness and accuracy.
Get approval from stakeholders. We called it as supplier/plant approval.
Take customer Engineering or Customer Quality Approval. This approval process helps to have alignment with customer and supplier.
10. Implement and Monitor the Control Plan
The CP document is now complete and approved. It is time to use it on production shop floor. This step check the effectiveness of CP.
Train operators and supervisors to follow documented CP.
Check you product and process using control methods described in CP.
This step make sure that your CP is effective to control your production processes.
11. Update and Improve the Control Plan
Control plan will update in future when,
- New failure identified (e.g. Customer complaint FMEA and CP update)
- Process Change Request (e.g. New process, modified process or methods)
- Changes in customer requirements
- Lesson learn from existing or similar product
- Reverse-FMEA finding points update
To produced quality products, it is important to update and revise control plan. Always maintain revision and update record with date.
Best Practices for Effective Control Plans #
- Do a regular reviews and updates. Layered process audit is one of the best example where you can do regular review and check effectiveness of CP.
- Use of software tools for information, automation and tracking. tools such as: Software platforms for CP documentation and tracking (e.g., Apis IQ, Knowlence TDC, or Excel-based tools).
- Involve cross-functional team in CP creation and review process.
- Use standard template for creation of Control Plans:
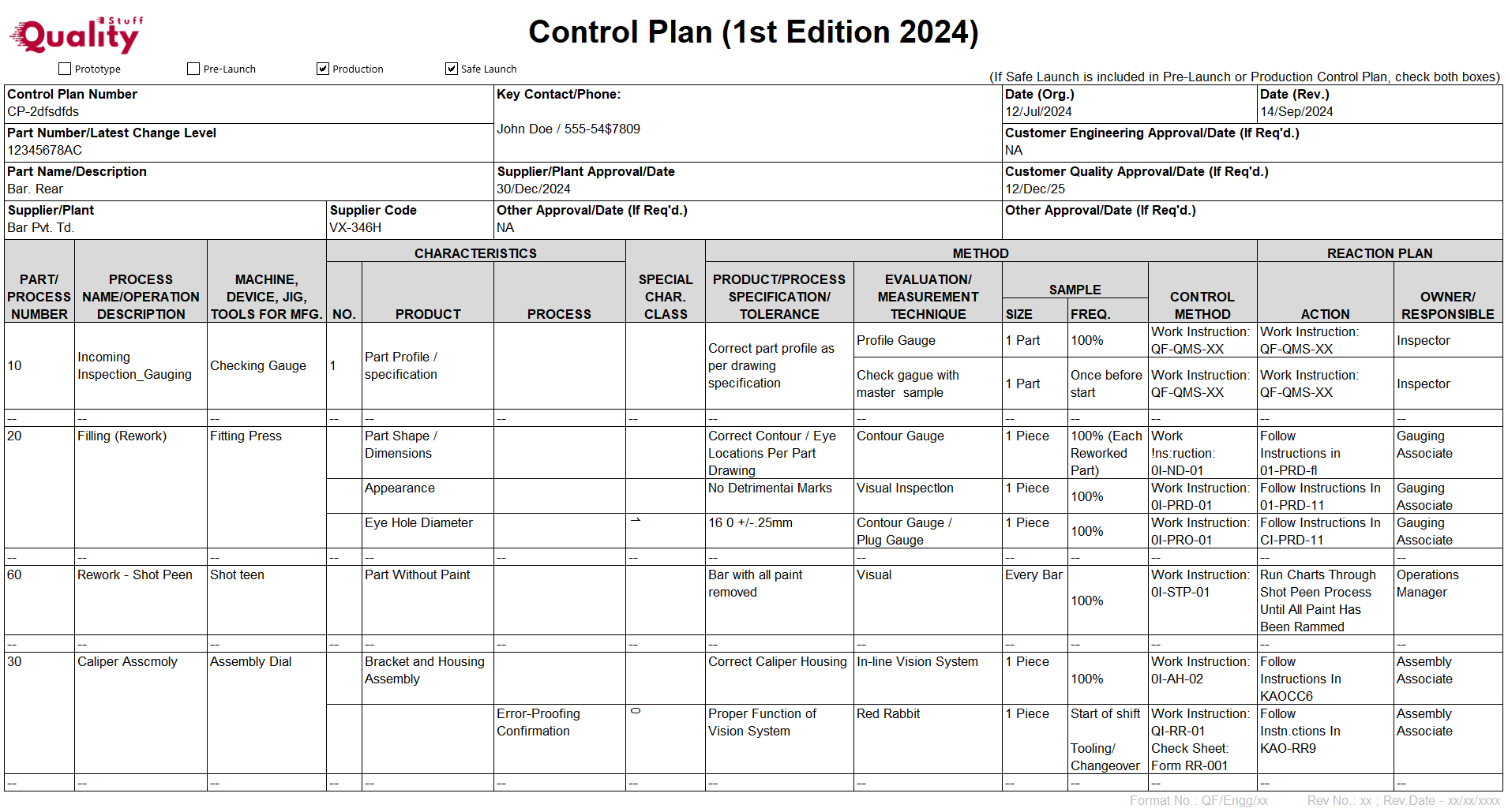
Control Plan example (Case Studies) #
Refer below image explaining the complete control plan for one process, you will get the better understanding and now you are able to create the control by your own.
Role of Control Plan in APQP and PPAP #
APQP and PPAP both are core quality tools in automotive manufacturing industries. And role of CP in APQP and PPAP plays important role in product development process.
How Control Plan align with APQP method?
The Control Plan is a part of the Advanced Product Quality Planning (APQP) documentation. This is a a structured method used in product and process development to address all controls. It aligns into APQP process in the following manner:
- Phase 1: Plan and Define
- In first phase of APQP, customer requirements and product specifications are gathered and analyzed.
- The base of CP creation is the customer requirement related to special characteristics. It is identified based on customer need in this stage.
- Therefore, CP inputs are gathered in first stage of APQP.
- Phase 2: Product Design and Development
- In product design stage, Design FMEA and Prototype CP are created.
- Control Plan used to monitor and control key product characteristics in prototype testing and verification.
- Prototype CP ensures that the product design meets customer expectations before starting mass production.
- Phase 3: Process Design and Development
- At this stage, the Process Flow Diagram (PFD) and Process FMEA are created.
- The Control Plan is created based on inputs from these documents to ensure that all process steps are controlled and monitored effectively.
- Phase 4: Product and Process Validation
- The Pre-Launch Control Plan is created and implemented at pilot production runs.
- In validation, you need to check your process is within control and capable to produced good quality products. CP helps to identify and implement those controls.
- All data and feedback of this stage helps to finalize the final production CP.
- Phase 5: Production
- In this stage, the Production Control Plan is implemented during full-scale manufacturing.
- Production CP make sure that the process are stable and capable of consistently producing good quality products.
Why control plan is part of APQP?
The CP provides a detailed instruction and controls to manage and control product and process throughout the product lifecycle.
It aligns with APQP’s purpose on risk mitigation, product and process validation, and doing first time right Zero Defect production.
How Control Plan is important in PPAP Process?
The Production Part Approval Process (PPAP) is a standardized method and approval process. CP used to make sure your parts meet customer requirements before mass production. The CP has a critical role in the PPAP process such as:
- Documentation Requirement
- The Control Plan is a mandatory document in PPAP submission package.
- It shows that how supplier plans to monitor and control their product and process characteristics.
- Link to FMEA and Process Flow
- The Control Plan is created based on Process FMEA and the Process Flow Diagram (PFD).
- This make sure that all processes from Process flow diagram are considered in CP.
- And, all risks identified in the FMEA are addressed with correct control methods.
- Ensuring Consistent Quality
- The Control Plan showcase:
- Product Characteristics: What will be measured (e.g., dimensions, tolerances).
- Process Controls: How it will be measured (e.g., inspection tools and methods).
- Reaction Plans: What actions will be taken if there’s a deviation.
- CP helps to produce consistent quality and align with customer requirements.
- The Control Plan showcase:
- Verification and Approval
- During PPAP approval process, customer review the control plan to check that supplier has necessary controls in place or not.
- It provides confidence to customer that the production process will consistently produce parts that meet specifications.
- Supports Continuous Improvement
- The Control Plan is a living document. Which evolves based on production feedback, process improvements, and lessons learned.
- Any changes in process parameters or failures require CP update and re-submission to the customer if necessary.
Control Plan Summary #
The Control Plan is most important document of both APQP and PPAP processes:
- In APQP, it make sure that the quality is maintained into every stage, from design to production.
- In PPAP, it acts as proof of robust process controls, support in customer approval and satisfaction.
Hope you are now master in CP documentation. This article covers everything about control plan. Such as it is most important quality core tool to control your manufacturing product and process by identifying control methods and reaction plan.



