
Reverse FMEA (R-FMEA) is becoming a mandatory risk-validation activity in the automotive industry. Many OEMs now expect suppliers to prove that their Process FMEA reflects the real shop-floor process, not just a documented exercise.
This article explains the complete concept of Reverse FMEA, OEM requirements, step-by-step methodology, documentation expectations, and practical benefits—based on real manufacturing practices.
Reverse FMEA Requirement by Automotive OEMs #
Many automotive OEMs have introduced Reverse FMEA as a Customer-Specific Requirement (CSR) within their supplier manuals and IATF 16949 expectations. The intent is clear:
PFMEA must reflect the actual production reality.
OEMs that demand Reverse FMEA include:
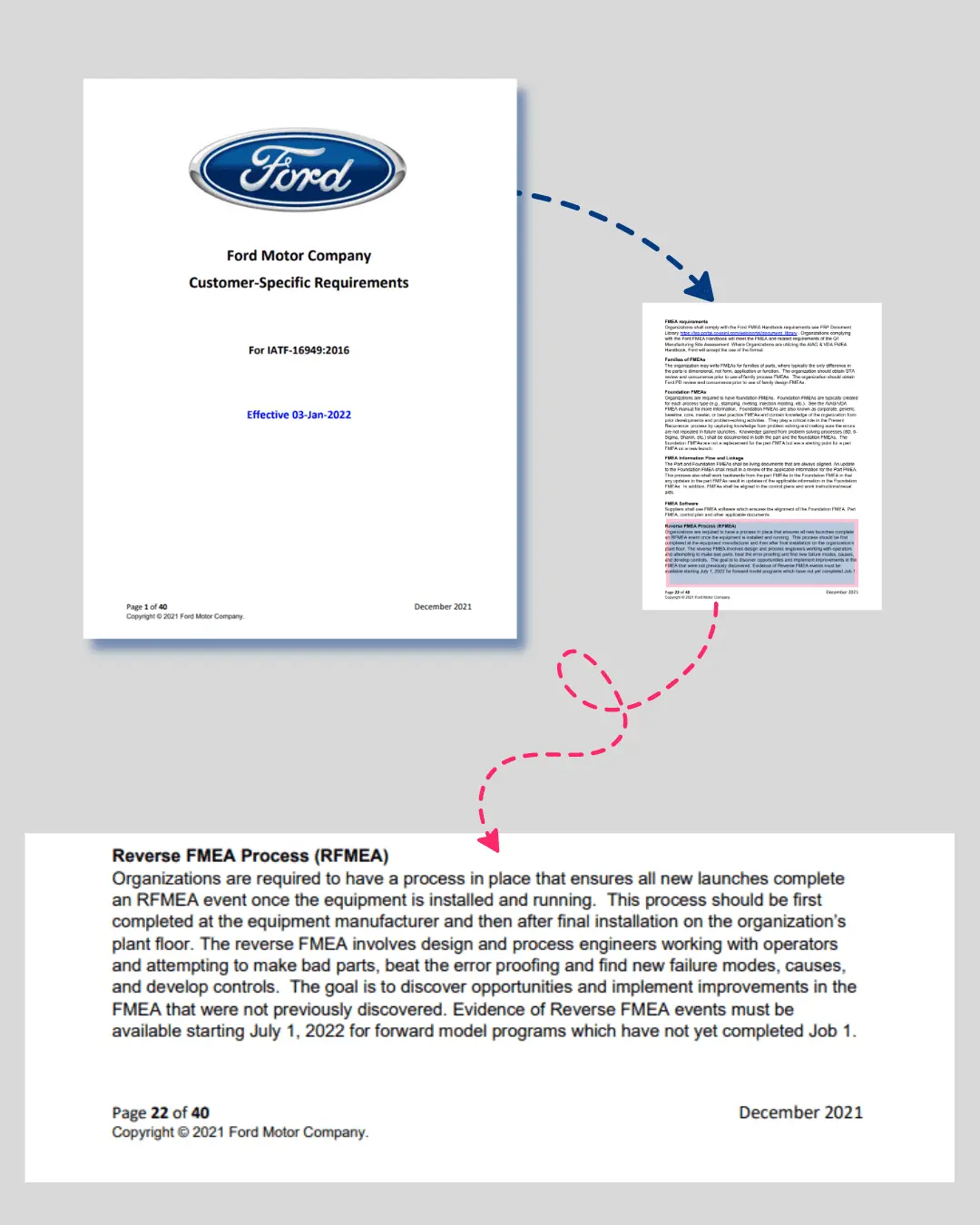
- Ford Motor Company
- General Motors
- Groupe Renault
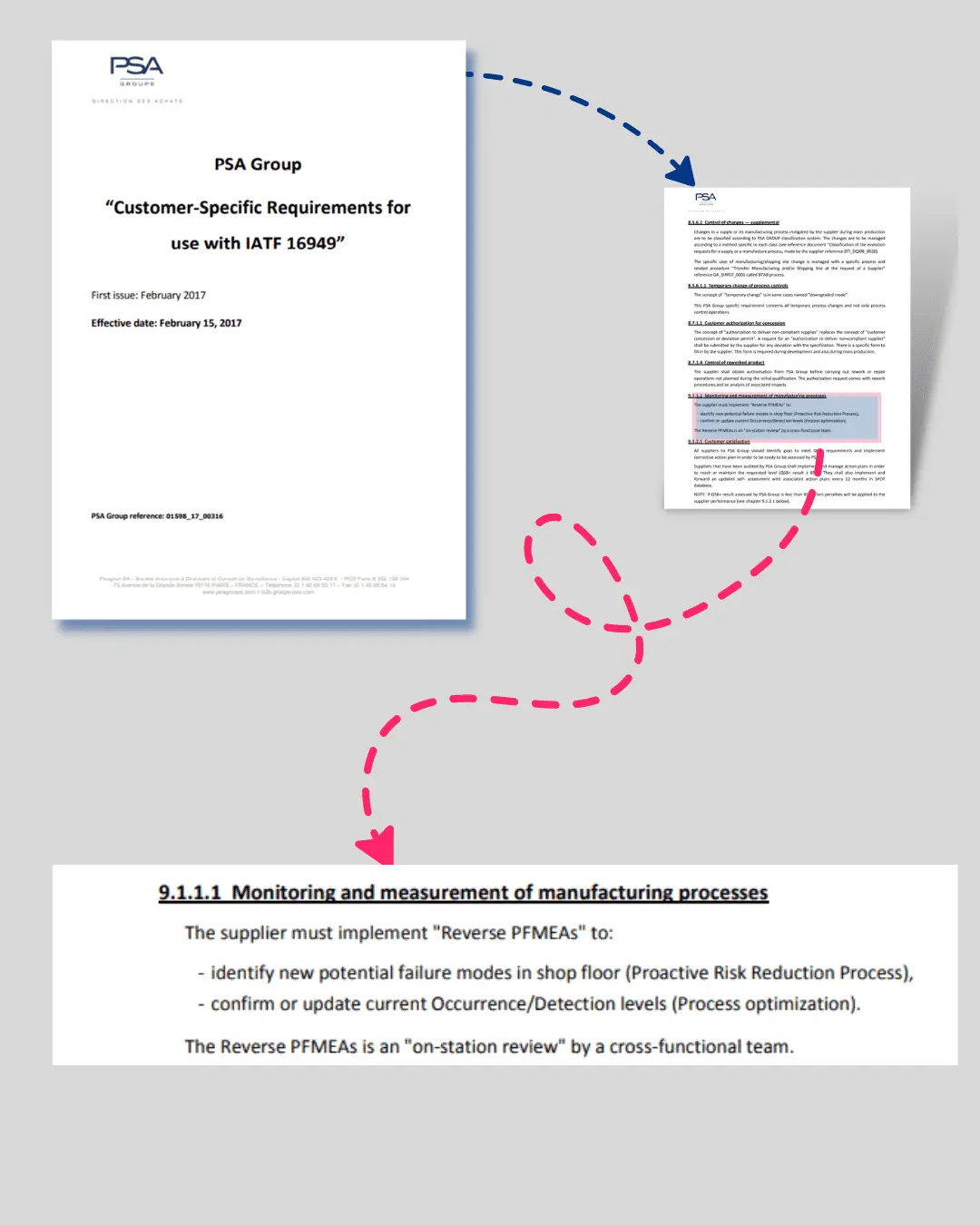
- PSA Group
- Stellantis


These requirements are review during:
- IATF 16949 audits
- Customer process audits
- Launch readiness reviews
- Warranty or customer complaint investigations
What Is Reverse FMEA? #
Reverse FMEA is a structured, on-site review of an existing Process FMEA by directly observing the actual shop-floor process.
Instead of starting with theory, Reverse FMEA:
- Starts at the machine or workstation
- Compares real process behavior vs PFMEA assumptions
- Identifies missing, incorrect, or ineffective risk controls
- Updates PFMEA based on actual production evidence
In simple terms:
PFMEA is created at the desk. Reverse FMEA validates it on the shop floor.
Why Reverse FMEA Is Required #
Even well-prepared PFMEAs often fail to capture:
- Operator workarounds
- Process drift over time
- Control plan mismatches
- Ineffective detection controls
- Risks introduced after SOP or layout changes
OEMs expect Reverse FMEA to ensure:
- Lessons learned are present
- PFMEA remains a living document
- Risks are controlled before reaching the customer
Reverse FMEA vs Traditional PFMEA #
| Aspect | PFMEA | Reverse FMEA |
|---|---|---|
| Timing | During process planning | During mass production |
| Location | Meeting room | Shop floor |
| Basis | Assumptions & experience | Actual process observation |
| Purpose | Predict failures | Validate & improve risk analysis |
| Outcome | Initial risk assessment | Real-world risk correction |
The Reverse FMEA Methodology and Steps #
The basic principle of Reverse FMEA is to identify new or mismatched failures based on real production conditions, then update the PFMEA and related documents.
1st Step: Define the Scope of Reverse FMEA
The scope is defined based on:
- OEM CSR requirements
- Critical processes
- New launches or changes
- High rejection or warranty areas
The scope may include:
- A single workstation
- Or a complete production line
- A specific machine or operation
2nd Step: Team Formation
A cross-functional team is essential for an effective Reverse FMEA.
Typical team members include:
- Design Engineer
- Process Engineer
- Quality Engineer
- Production Engineer
- Operator working at the station
The operator’s involvement is critical—they know the real process best.
3rd Step: Shop-Floor Review of Process Flow and PFMEA
This is the core activity of Reverse FMEA.
The team:
- Compares actual process steps with PFMEA and Process Flow Diagram
- Verifies whether listed failure modes truly exist
- Checks if prevention and detection controls are physically present and effective
- Performs trials or simulations where applicable
- Identifies failures added only for documentation, not reality
All observations must be recorded with evidence.
4th Step: Identify Additional Failure Modes
During observation, teams often discover:
- Missed failure modes
- New causes introduced by layout, tooling, or operator behavior
- Detection controls that exist on paper but not in practice
These findings are captured in:
- Observation sheets
- Trial or validation reports
- Reverse FMEA checklists
5th Step: Modify and Update the Process FMEA
Based on shop-floor findings, PFMEA is updated to reflect reality:
- Remove irrelevant or unrealistic failure modes
- Update occurrence ratings based on real data
- Update detection ratings based on actual controls
- Add missing failure modes and causes
- Introduce corrective and preventive actions
- Escalate design-related risks to DFMEA if needed
If a real production risk exists and PFMEA does not show it, auditors treat this as a serious gap.
6th Step: Document the Information
All Reverse FMEA activities must be documented as per CSR requirements.
Typical records include:
- Reverse FMEA report
- Observation and trial evidence
- Updated PFMEA revision history
- Action tracking records
These documents are frequently requested during audits.
7th Step: Update Supporting Documents
Once PFMEA is updated, related documents must be aligned:
- Control Plan
- Work Instructions
- Inspection check sheets
- Maintenance plans
- Contingency plans
- Related DFMEA or system FMEA
PFMEA is the input document—misalignment creates audit non-conformities.
8th Step: Knowledge Transfer
All identified risks and lessons learned must be communicated across the organization through:
- Lessons-learned databases
- Best-practice sharing
- Training sessions
- New project risk inputs
This prevents recurrence in future programs.
Reverse FMEA Procedure (Process Summary) #

Benefits of Reverse FMEA #
Reverse FMEA delivers strong, measurable benefits:
- Improves product quality by controlling real risks
- Keeps PFMEA accurate and audit-ready
- Reduces cost of poor quality (COPQ)
- Prevents customer complaints and warranty issues
- Strengthens compliance with OEM CSR and IATF 16949
- Builds strong process discipline on the shop floor
Final Thought
Reverse FMEA is not an additional document – it is a reality check for your PFMEA.
If a real failure exists on the shop floor and is missing from PFMEA, it clearly shows that lessons learned are not integrated into the risk management system.
Done correctly, Reverse FMEA transforms PFMEA from paperwork into a powerful risk-control tool.
Frequently Asked Questions (FAQ) on Reverse FMEA #
It is a continuous improvement tool to review the actual production process with existing FMEA.
To improve the production process to identify and improve actual failures in process and improve product quality.
A multidisciplinary team is involved in reverse FMEA, which includes all relevant functions such as Design Engineer, Process Engineer, Production Engineer, Quality Engineer, and operators.
It is done at Gemba, the Actual Production process on shop floor.
It is conducted during the production run / mass production.
As per scheduled plan. Depending on the organization, they create the annual plan and follow the plan.
The team go on shop floor and find out the observation, what actual failure modes can happen in the process and which controls need to address there.
Document all the finding and update relevant documents.
It becomes mandatory when required by OEM CSR or customer contracts.
Typically:
– After SOP
– After major process changes
– Periodically as defined in CSR
Primarily automotive, but the concept is useful in any high-risk manufacturing environment.



